硬質(zhì)合金微槽車(chē)刀切削過(guò)程切削力與切削溫度特性研究及其對(duì)金屬切削加工服務(wù)的影響
金屬切削加工是現(xiàn)代制造業(yè)的核心工藝之一,其加工質(zhì)量、效率和成本直接影響著最終產(chǎn)品的性能。在精密和超精密加工領(lǐng)域,對(duì)切削過(guò)程的控制要求日益嚴(yán)苛,其中切削力與切削溫度是兩個(gè)至關(guān)重要的物理參數(shù)。本文聚焦于采用硬質(zhì)合金微槽車(chē)刀的切削過(guò)程,深入探討其切削力與切削溫度的生成機(jī)理、影響因素及其對(duì)金屬切削加工服務(wù)的啟示。
一、 硬質(zhì)合金微槽車(chē)刀的特性與優(yōu)勢(shì)
硬質(zhì)合金材料因其高硬度、高耐磨性和良好的紅硬性,已成為制造高性能切削刀具的主流材料。微槽車(chē)刀,即在刀具前刀面或后刀面上加工出微米級(jí)尺度的溝槽結(jié)構(gòu),是一種有效的刀具表面改性技術(shù)。這種微槽結(jié)構(gòu)可以改變切屑與前刀面的接觸狀態(tài),促進(jìn)切屑卷曲與折斷,同時(shí)能夠儲(chǔ)存微量切削液或自身產(chǎn)生的二次微粒子,在刀-屑界面形成一層潤(rùn)滑或保護(hù)膜。因此,相較于普通硬質(zhì)合金車(chē)刀,微槽車(chē)刀在降低切削力、抑制切削溫度、減少刀具磨損和提高已加工表面質(zhì)量方面展現(xiàn)出顯著潛力,尤其適用于難加工材料(如鈦合金、高溫合金)的精密切削。
二、 切削力與切削溫度的生成機(jī)理及相互影響
在切削過(guò)程中,切削力主要來(lái)源于克服被加工材料塑性變形所需的力以及克服刀具與切屑、工件間摩擦所需的力。切削溫度則主要由切削區(qū)域的塑性變形功和摩擦功轉(zhuǎn)化而來(lái)。
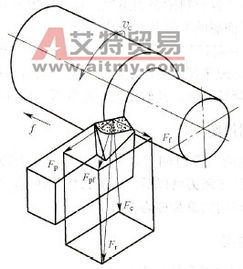
- 切削力的構(gòu)成與微槽的影響:切削力可分解為相互垂直的主切削力、進(jìn)給力和背向力。硬質(zhì)合金微槽車(chē)刀的微結(jié)構(gòu)能有效減小刀-屑接觸面積,改變摩擦系數(shù),從而降低摩擦分量,特別是主切削力和進(jìn)給力。微槽的“微池”效應(yīng)有助于潤(rùn)滑,進(jìn)一步減小摩擦力。微槽可能引導(dǎo)切屑流向,優(yōu)化變形過(guò)程,間接降低塑性變形力。
- 切削溫度的分布與微槽的作用:切削熱產(chǎn)生于三個(gè)主要區(qū)域:剪切區(qū)(第一變形區(qū))、刀-屑接觸區(qū)(第二變形區(qū))和刀-工件接觸區(qū)(第三變形區(qū))。最高溫度通常出現(xiàn)在刀尖附近的第二變形區(qū)。微槽結(jié)構(gòu)通過(guò)以下方式影響溫度場(chǎng):其一,降低摩擦力直接減少了摩擦生熱;其二,微槽可能破壞連續(xù)切屑的底部,干擾熱量的穩(wěn)定傳導(dǎo)路徑;其三,微槽若儲(chǔ)存了切削液或自身產(chǎn)生潤(rùn)滑膜,能增強(qiáng)冷卻和散熱效果,防止熱量過(guò)度積聚于刀尖。
- 力與熱的耦合關(guān)系:切削力與切削溫度存在強(qiáng)烈的耦合關(guān)系。高溫會(huì)軟化工件材料,可能降低切削力;但同時(shí)也會(huì)加速刀具材料的擴(kuò)散磨損和氧化磨損,改變摩擦狀態(tài),可能又導(dǎo)致切削力波動(dòng)。微槽車(chē)刀通過(guò)主動(dòng)調(diào)控摩擦和冷卻,有助于打破高溫-高磨損-高切削力的惡性循環(huán),使切削過(guò)程趨于更穩(wěn)定、更可控的狀態(tài)。
三、 影響切削力與切削溫度的關(guān)鍵因素
對(duì)于硬質(zhì)合金微槽車(chē)刀,其切削性能受到多因素綜合影響:
- 微槽幾何參數(shù):包括槽寬、槽深、槽間距、分布圖案(直線型、網(wǎng)狀型、點(diǎn)陣型等)以及與前刀面的夾角。這些參數(shù)決定了微槽的容屑、導(dǎo)流和潤(rùn)滑能力的最優(yōu)效果。
- 切削工藝參數(shù):切削速度、進(jìn)給量、背吃刀量是核心工藝參數(shù)。一般而言,提高切削速度會(huì)因應(yīng)變率效應(yīng)增大切削力,但同時(shí)因切屑帶走更多熱量,可能不必然導(dǎo)致刀尖溫度線性升高。微槽車(chē)刀可能在高速區(qū)間展現(xiàn)出更好的溫控優(yōu)勢(shì)。
- 工件材料特性:材料的強(qiáng)度、硬度、導(dǎo)熱性、加工硬化傾向等直接影響變形力和生成熱量。微槽車(chē)刀對(duì)高強(qiáng)度、低導(dǎo)熱性(如鈦合金)材料的切削改善效果尤為明顯。
- 冷卻潤(rùn)滑條件:在微量潤(rùn)滑(MQL)或干切削條件下,微槽的儲(chǔ)液和緩釋功能對(duì)于降低力和溫度至關(guān)重要。
四、 對(duì)金屬切削加工服務(wù)的啟示與優(yōu)化方向
對(duì)硬質(zhì)合金微槽車(chē)刀切削力與溫度的深入研究,為提升金屬切削加工服務(wù)的質(zhì)量與效益提供了明確路徑:
- 工藝優(yōu)化與定制化服務(wù):加工服務(wù)提供商可以根據(jù)客戶的工件材料、精度要求和產(chǎn)量,科學(xué)選擇或定制微槽刀具的幾何參數(shù),并優(yōu)化匹配的切削工藝(切削用量三要素),建立工藝數(shù)據(jù)庫(kù),實(shí)現(xiàn)加工過(guò)程的最優(yōu)化,在保證質(zhì)量的同時(shí)提升效率。
- 提升加工穩(wěn)定性與可靠性:通過(guò)應(yīng)用微槽刀具有效降低切削力和溫度,可以顯著減少加工過(guò)程中的振動(dòng)、顫振和熱變形,提高尺寸精度和表面完整性。這對(duì)于航空航天、醫(yī)療器械等領(lǐng)域的高附加值零件加工服務(wù)尤為重要,直接增強(qiáng)了服務(wù)的可靠性和客戶信任度。
- 延長(zhǎng)刀具壽命與降低成本:切削力和溫度的降低直接減緩了刀具的磨料磨損、擴(kuò)散磨損和熱裂紋的產(chǎn)生,從而大幅延長(zhǎng)硬質(zhì)合金刀具的使用壽命。對(duì)于加工服務(wù)企業(yè)而言,這意味著更低的刀具消耗成本和更少的換刀停機(jī)時(shí)間,綜合加工成本得以有效控制。
- 拓展加工能力邊界:使服務(wù)商能夠更從容地應(yīng)對(duì)難加工材料、深腔、薄壁件等挑戰(zhàn)性工件的訂單,拓展業(yè)務(wù)范圍和技術(shù)門(mén)檻,形成差異化競(jìng)爭(zhēng)優(yōu)勢(shì)。
- 推動(dòng)綠色與智能制造:微槽技術(shù)與微量潤(rùn)滑或干切削結(jié)合,能減少甚至避免傳統(tǒng) flood cooling 帶來(lái)的冷卻液使用與處理問(wèn)題,符合綠色制造趨勢(shì)。對(duì)切削力、溫度規(guī)律的掌握,為在線監(jiān)測(cè)、自適應(yīng)控制和智能工藝決策提供了理論基礎(chǔ),助力加工服務(wù)向智能化升級(jí)。
結(jié)論
硬質(zhì)合金微槽車(chē)刀通過(guò)其獨(dú)特的表面微結(jié)構(gòu),在調(diào)控金屬切削過(guò)程中的切削力與切削溫度方面發(fā)揮著關(guān)鍵作用。系統(tǒng)研究其作用機(jī)理與影響因素,不僅深化了對(duì)精密切削物理本質(zhì)的認(rèn)識(shí),更為金屬切削加工服務(wù)帶來(lái)了提升工藝水平、保障加工質(zhì)量、降低運(yùn)營(yíng)成本和增強(qiáng)市場(chǎng)競(jìng)爭(zhēng)力的切實(shí)可行的技術(shù)方案。隨著微織構(gòu)技術(shù)的進(jìn)一步創(chuàng)新(如仿生微槽、梯度微槽)與智能傳感、數(shù)據(jù)挖掘技術(shù)的融合,基于高性能刀具的精密加工服務(wù)將邁向更高效、更智能、更可持續(xù)的新階段。
如若轉(zhuǎn)載,請(qǐng)注明出處:http://www.11g25p.cn/product/72.html
更新時(shí)間:2026-02-23 19:30:08